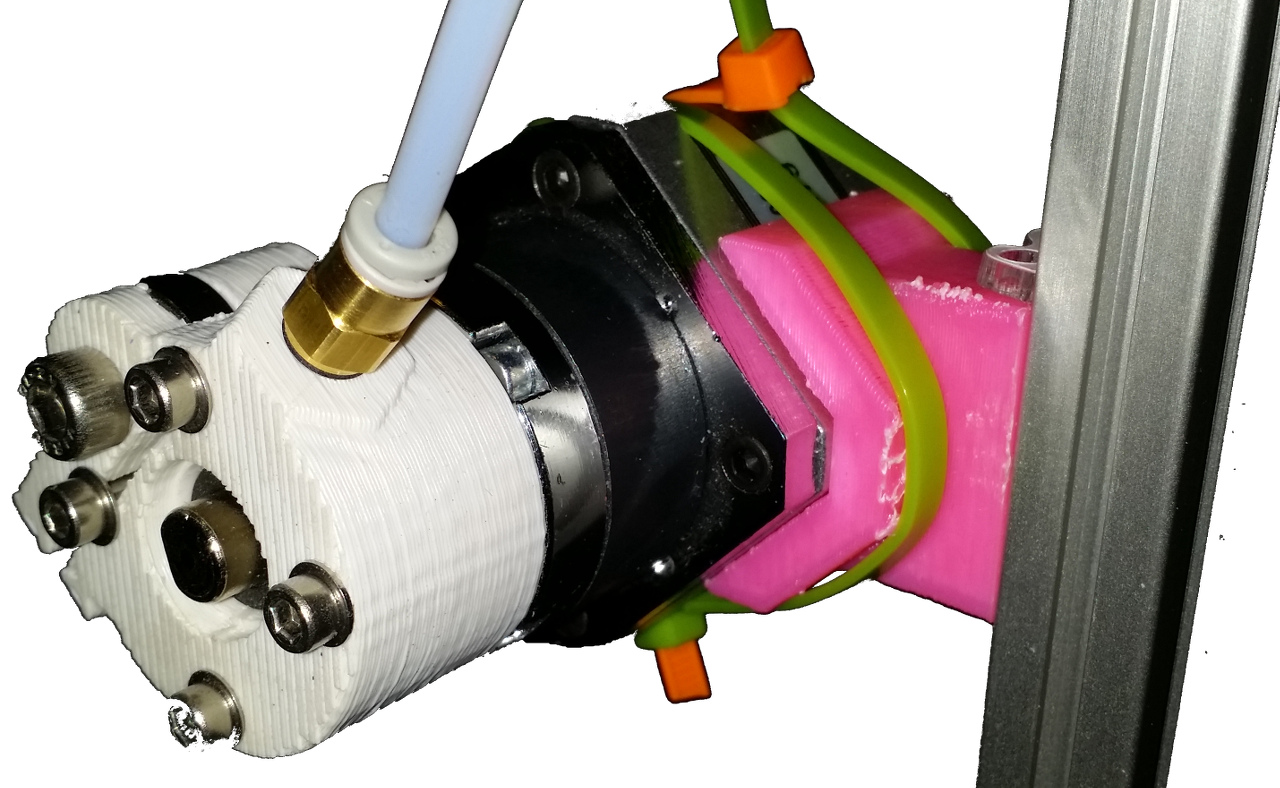
My Chinese version of what I think is a fairly standard Mark-IV J-Head hot end worked very well for the first couple of test prints, until the heater/resistor burned out. It seemed to be working very hard to maintain temperature.
I got several replacement resistors from Digikey, and tried a 3W 5.6 Ohm one (Panasonic ERX-3SJ5R6) which was similar in size. Same diameter, but a few MM shorter. Even with extra layers of rolled-up Kapton tape, to hold air-bubbles, it had trouble maintaining temperature while extruding with the fan on. It too burned out. I have some 4.7 Ohm, 3W of a similar size I can try, which should be able to deliver more power, but might burn out even easier. I also have one 5W, 5.6 Ohm, less likely to burn out, but no more powerful.
Small ceramic heaters, rated at 30W are on the way from China, but they could take a month or more to get here.
Adric from Quelab suggested using Melamine foam as insulation. This foam is commonly available as Mr. Clean “Magic Erasers”, or generic equivalents. I will be giving this a try.











 bottom and edge
bottom and edge triangular side panel
triangular side panel